| Номер в госреестре | 70451-18 |
| Наименование СИ | Штангенциркули |
| Обозначение типа СИ | ШЦ, ШЦК, ШЦЦ |
| Изготовитель | ООО "Завод РИЦ", г. Челябинск |
| Год регистрации | 2018 |
| Срок свидетельства | 26.02.2028 |
| МПИ (интервал между поверками) | 1 год |
| Стоимость поверки | Узнать стоимость |
| Описание типа | скачать |
| Методика поверки | скачать |
Штангенциркули ПИТ, ШЦК, ШЦЦ (далее по тексту - штангенциркули), предназначены для измерений наружных и внутренних линейных размеров деталей, а также для измерений глубин.
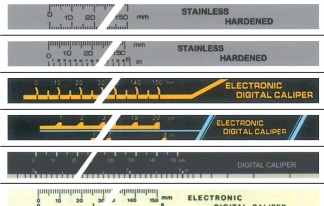
Штангенциркули изготавливаются с отсчетом по нониусу (ШЦ) или с отсчетом по круговой шкале (ШЦК), или с цифровым отсчетным устройством (ШЦЦ).
Принцип действия штангенциркулей ШЦ (рисунки 1, 4, 6) основан на измерении линейных размеров методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса, расположенного на рамке штангенциркуля.
Принцип действия штангенциркулей ШЦК (рисунок 2) основан на измерении линейных размеров методом непосредственной оценки по миллиметровым делениям шкалы штанги и по делениям круговой шкалы, встроенной в рамку. Круговая шкала вращается посредством подвижного ободка и блокируется стопорным винтом.
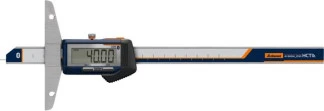
Принцип действия штангенциркулей типов ШЦЦ (рисунки 3, 5, 7) основан на измерении линейных размеров с выводом показаний на жидкокристаллический (ЖК) экран цифрового отсчетного устройства. Отсчет размеров производится непосредственно считыванием показаний на ЖК экране цифрового отсчетного устройства, расположенного на рамке штангенциркуля. Также на рамке находятся кнопки включения/выключения штангенциркуля (OFF/ON), установки нуля (ZERO) и выбора режима единиц измерений мм/дюйм (mm/inch) и др. Питание штангенциркулей осуществляется от встроенного источника питания. Корпус цифрового отчетного устройства может быть выполнен из пластика или металла. Штангенциркули имеют различный набор кнопок управления в зависимости от исполнения.
Штангенциркули изготавливаются следующих типов:
- I - двусторонние с глубиномером (рисунки 1-3);
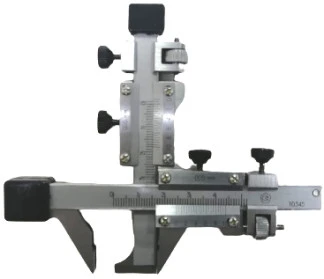
- II - двусторонние (рисунки 4-5);
- III - односторонние (рисунки 6-7).
Штангенциркули состоят из штанги, рамки, зажимающего элемента, губок с кромочными измерительными поверхностями для измерений внутренних размеров (тип I), глубиномера (тип I), губок с плоскими измерительными поверхностями для измерений наружных размеров (тип I), губок с кромочными измерительными поверхностями для измерений наружных размеров (тип II) или без них (тип III), губок с плоскими и цилиндрическими измерительными поверхностями для измерений наружных и внутренних размеров соответственно (типы II, III).
Штангенциркули типов II, III оснащены устройством тонкой установки рамки со стопорным винтом.
I ' Г II
'н In и> •'!' 'il hi щ ■ ■: Hi !i iLii 'iL in in i' li ih и! и hi Шин ihiiKiNyiL
Рисунок 1 - Общий вид штангенциркулей типа ТТТЦ-Т
б)
б)
Рисунок 5 - Общий вид штангенциркулей типа ТТТТЩ-ТТ
Пломбирование корпуса цифрового отсчетного устройства от несанкционированного доступа не предусмотрено.
отсутствует.
Таблица 1 - Основные метрологические и технические характеристики
| Модификация штангенциркулей | Диапазон измерений наружных размеров, мм | Значение отсчета по нониусу (цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства), мм | Размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями, мм |
| 1 | 2 | 3 | 4 |
| TTTTT-I | от 0 до 125 | 0,02; 0,05; 0,1 | - |
| от 0 до 135 | 0,02; 0,05; 0,1 | - | |
| от 0 до 150 | 0,02; 0,05; 0,1 | - | |
| от 0 до 160 | 0,02; 0,05; 0,1 | - | |
| от 0 до 200 | 0,02; 0,05; 0,1 | - | |
| от 0 до 250 | 0,02; 0,05; 0,1 | - | |
| от 0 до 300 | 0,02; 0,05; 0,1 | - | |
| TTTTT-II | от 0 до 160 | 0,02; 0,05; 0,1 | 10 |
| от 0 до 200 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 250 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 300 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 400 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 0 до 500 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 0 до 600 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 800 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 1000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 1250 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 1500 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 1600 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 2000 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 2500 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 3000 | 0,02; 0,05; 0,1 | 20; 30 |
| 1 | 2 | 3 | 4 |
| ТТТТТ-ТТ | от 0 до 3500 | 0,02; 0,05; 0,1 | 20; 30; 40 |
| от 0 до 4000 | 0,02; 0,05; 0,1 | 20; 30; 40 | |
| от 0 до 5000 | 0,02; 0,05; 0,1 | 20; 30; 40 | |
| от 250 до 630 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 250 до 800 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 320 до 1000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 500 до 1250 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 500 до 1600 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 800 до 2000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| ТТТТТ-ТТТ | от 0 до 160 | 0,02; 0,05; 0,1 | 10 |
| от 0 до 200 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 250 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 300 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 400 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 0 до 500 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 0 до 600 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 800 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 1000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 0 до 1250 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 1500 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 1600 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 2000 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 2500 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 3000 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 3500 | 0,02; 0,05; 0,1 | 20; 30; 40 | |
| от 0 до 4000 | 0,02; 0,05; 0,1 | 20; 30; 40 | |
| от 0 до 5000 | 0,02; 0,05; 0,1 | 20; 30; 40 | |
| от 250 до 630 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 250 до 800 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 320 до 1000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 500 до 1250 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 500 до 1600 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| от 800 до 2000 | 0,02; 0,05; 0,1 | 10; 20; 30 | |
| ШЦК-Т | от 0 до 125 | 0,01; 0,02; 0,05; 0,1 | - |
| от 0 до 135 | 0,01; 0,02; 0,05; 0,1 | - | |
| от 0 до 150 | 0,01; 0,02; 0,05; 0,1 | - | |
| от 0 до 160 | 0,01; 0,02; 0,05; 0,1 | - | |
| от 0 до 200 | 0,01; 0,02; 0,05; 0,1 | - | |
| от 0 до 250 | 0,01; 0,02; 0,05; 0,1 | - | |
| от 0 до 300 | 0,01; 0,02; 0,05; 0,1 | - | |
| ШЦЦ-Т | от 0 до 125 | 0,01 | - |
| от 0 до 135 | 0,01 | - | |
| от 0 до 150 | 0,01 | - | |
| от 0 до 160 | 0,01 | - |
| 1 | 2 | 3 | 4 |
| ШЦЦ-I | от 0 до 200 | 0,01 | - |
| от 0 до 250 | 0,01 | - | |
| от 0 до 300 | 0,01 | - | |
| ШЦЦ-II | от 0 до 160 | 0,01 | 10 |
| от 0 до 200 | 0,01 | 10 | |
| от 0 до 250 | 0,01 | 10 | |
| от 0 до 300 | 0,01 | 10 | |
| от 0 до 400 | 0,01 | 10; 20 | |
| от 0 до 500 | 0,01 | 10; 20 | |
| от 0 до 600 | 0,01 | 10; 20; 30 | |
| от 0 до 800 | 0,01 | 10; 20; 30 | |
| от 0 до 1000 | 0,01 | 10; 20; 30 | |
| от 0 до 1250 | 0,01 | 20; 30 | |
| от 0 до 1500 | 0,01 | 20; 30 | |
| от 0 до 1600 | 0,01 | 20; 30 | |
| от 0 до 2000 | 0,01 | 20; 30 | |
| от 0 до 2500 | 0,01 | 20; 30 | |
| от 0 до 3000 | 0,01 | 20; 30 | |
| от 0 до 3500 | 0,01 | 20; 30; 40 | |
| от 0 до 4000 | 0,01 | 20; 30; 40 | |
| от 0 до 5000 | 0,01 | 20; 30; 40 | |
| ШЦЦ-III | от 0 до 160 | 0,01 | 10 |
| от 0 до 200 | 0,01 | 10 | |
| от 0 до 250 | 0,01 | 10 | |
| от 0 до 300 | 0,01 | 10 | |
| от 0 до 400 | 0,01 | 10; 20 | |
| от 0 до 500 | 0,01 | 10; 20 | |
| от 0 до 600 | 0,01 | 10; 20; 30 | |
| от 0 до 800 | 0,01 | 10; 20; 30 | |
| от 0 до 1000 | 0,01 | 10; 20; 30 | |
| от 0 до 1250 | 0,01 | 20; 30 | |
| от 0 до 1500 | 0,01 | 20; 30 | |
| от 0 до 1600 | 0,01 | 20; 30 | |
| от 0 до 2000 | 0,01 | 20; 30 | |
| от 0 до 2500 | 0,01 | 20; 30 | |
| от 0 до 3000 | 0,01 | 20; 30 | |
| от 0 до 3500 | 0,01 | 20; 30; 40 | |
| от 0 до 4000 | 0,01 | 20; 30; 40 | |
| от 0 до 5000 | 0,01 | 20; 30; 40 |
Таблица 2 - Пределы допускаемой абсолютной погрешности измерений штангенциркулей при температуре окружающей среды от плюс 15 до плюс 25 °С_
| Измеряемая длина *, мм | Пределы допускаемой абсолютной погрешности, мм | |||||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,05 | 0,1 | 0,01 | |
| от 0 до 100 включ. | ±0,03 | ±0,05 | ±0,10 | ±0,03 | ±0,03 | ±0,05 | ±0,10 | ±0,03 |
| св. 100 до 200 включ. | ±0,03 | ±0,05 | ±0,10 | ±0,03 | ±0,03 | ±0,05 | ±0,10 | ±0,03 |
| св. 200 до 300 включ. | ±0,04 | ±0,05 | ±0,10 | ±0,04 | ±0,04 | ±0,05 | ±0,10 | ±0,04 |
| св. 300 до 400 включ. | ±0,04 | ±0,05 | ±0,10 | - | ±0,04 | |||
| св. 400 до 600 включ. | ±0,05 | ±0,10 | ±0,10 | ±0,05 | ||||
| св. 600 до 800 включ. | ±0,06 | ±0,10 | ±0,15 | ±0,06 | ||||
| св. 800 до 1000 включ. | ±0,07 | ±0,10 | ±0,15 | ±0,07 | ||||
| св. 1000 до 1100 включ. | ±0,09 | ±0,15 | ±0,15 | ±0,09 | ||||
| св. 1100 до 1200 включ. | ±0,09 | ±0,15 | ±0,15 | ±0,09 | ||||
| св. 1200 до 1300 включ. | ±0,10 | ±0,15 | ±0,20 | ±0,10 | ||||
| св. 1300 до 1400 включ. | ±0,10 | ±0,15 | ±0,20 | ±0,10 | ||||
| св. 1400 до 1500 включ. | ±0,11 | ±0,15 | ±0,20 | ±0,11 | ||||
| св. 1500 до 2000 включ. | ±0,14 | ±0,20 | ±0,25 | ±0,14 | ||||
| св. 2000 до 2500 включ. | ±0,22 | ±0,25 | ±0,30 | ±0,22 | ||||
| св. 2500 до 3000 включ. | ±0,26 | ±0,30 | ±0,35 | ±0,26 | ||||
| св. 3000 до 3500 включ. | ±0,30 | ±0,35 | ±0,40 | ±0,30 | ||||
| св. 3500 до 4000 включ. | ±0,34 | ±0,40 | ±0,45 | ±0,34 | ||||
| св. 4000 до 5000 | ±0,50 | ±0,55 | ±0,60 | ±0,50 | ||||
| Примечание: * - за измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок | ||||||||
| Пределы допускаемой абсолютной погрешности при измерении глубины, мм | |||||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | |||||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,05 | 0,1 | 0,01 |
| ±0,03 | ±0,05 | ±0,10 | ±0,03 | ±0,03 | ±0,05 | ±0,10 | ±0,03 |
Таблица 4 - Отклонение размера, сдвинутых до соприкосновения губок с цилиндрическими измерительными поверхностями для измерений внутренних размеров и отклонение их от параллельности_
| Отклонение размера, сдвинутых до соприкосновения губок, мм | Отклонение от параллельности, мм, не более | ||||||
| при значении отсчета по нониусу, мм | с шагом дискретности цифрового отсчетного устройства, мм | при значении отсчета по нониусу, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,05 | 0,1 | 0,01 |
| ±0,01 | ±0,02 | ±0,02 | ±0,01 | 0,01 | 0,02 | 0,02 | 0,01 |
Таблица 5 - Расстояние между кромочными измерительными поверхностями губок для внутренних измерений штангенциркулей типа Т, установленных на размер 10 мм_
| Расстояние между кромочными измерительными поверхностями губок, мм | |||||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | |||||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,05 | 0,1 | 0,01 |
| 10+007 1 -0.02 | 10+007 -0.02 | 10+007 1 -0.02 | 10+007 1 -0.02 | 10+007 1 -0.02 | 10+007 -0.02 | 10+007 1 -0.02 | 10+007 1 -0.02 |
Таблица 6 - Отклонение от параллельности кромочных измерительных поверхностей губок для внутренних измерений штангенциркулей типа Т, установленных на размер 10 мм_
| Отклонение от параллельности, мм, не более | |||||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | |||||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,05 | 0,1 | 0,01 |
| 0,01 | 0,02 | 0,02 | 0,01 | 0,01 | 0,02 | 0,02 | 0,01 |
| Диапазон измерений, мм | /*, мм | /i**, мм, не менее | /2***, мм, не менее | Длина штанги, мм, не более | |
| не менее | не более | ||||
| от 0 до 125 | 35 | 42 | 15 | - | 205 |
| от 0 до 135 | 38 | 42 | 16 | - | 215 |
| от 0 до 150 | 38 | 42 | 16 | - | 230 |
| от 0 до 160 | 45 | 50 | 16 | 16 | 240 |
| от 0 до 200 | 50 | 63 | 16 | 20 | 310 |
| от 0 до 250 | 60 | 80 | 16 | 25 | 365 |
| от 0 до 300 | 63 | 100 | 22 | 30 | 415 |
| от 0 до 400 | 63 | 125 | - | 30 | 560 |
| от 0 до 500 | 80 | 160 | - | 40 | 640 |
| от 0 до 600 | 80 | 200 | - | 40 | 770 |
| от 0 до 800 | 80 | 200 | - | 50 | 1060 |
| от 0 до 1000 | 80 | 200 | - | 50 | 1260 |
| от 0 до 1250 | 100 | 300 | - | 63 | 1520 |
| от 0 до 1500 | 100 | 300 | - | 63 | 1780 |
| от 0 до 1600 | 100 | 300 | - | 63 | 1880 |
| от 0 до 2000 | 100 | 300 | - | 63 | 2300 |
| от 0 до 2500 | 150 | 350 | - | 70 | 2800 |
| от 0 до 3000 | 150 | 350 | - | 70 | 3540 |
| от 0 до 3500 | 150 | 400 | - | 70 | 4040 |
| от 0 до 4000 | 200 | 400 | - | 70 | 4540 |
| от 0 до 5000 | 200 | 500 | - | 70 | 5540 |
| от 250 до 630 | 80 | 200 | - | 40 | 800 |
| от 250 до 800 | 80 | 200 | - | 40 | 1060 |
| от 320 до 1000 | 80 | 200 | - | 50 | 1260 |
| от 500 до 1250 | 100 | 300 | - | 63 | 1520 |
| от 500 до 1600 | 100 | 300 | - | 63 | 1880 |
| от 800 до 2000 | 100 | 300 | - | 63 | 2300 |
| Примечание: *- Вылет губок с плоскими измерительными поверхностями для измерений наружных размеров ** - Вылет губок с кромочными измерительными поверхностями для измерений внутренних размеров *** - Вылет губок с кромочными измерительными поверхностями для измерений наружных размеров | |||||
| Наименование характеристики | Значение |
| Допуск плоскостности и прямолинейности измерительных поверхностей губок на 100 мм длины, мм, не более | 0,01 |
| Допуск плоскостности и прямолинейности измерительных поверхностей, мм, не более: - для штангенциркулей со значением отсчета по нониусу, с ценой деления круговой шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм; - для штангенциркулей со значением отсчета по нониусу и с ценой деления круговой шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм | 0,004 0,007 |
| Допуск прямолинейности торца штанги штангенциркулей типа I, мм, не более | 0,01 |
| Допуск параллельности измерительных поверхностей губок для наружных измерений на 100 мм длины, мм, не более: - при значении отсчета по нониусу, цене деления круговой шкалы и шаге дискретности не более 0,05 мм; - при значении отсчета по нониусу и цене деления круговой шкалы 0,1 мм | 0,02 0,03 |
| Параметр шероховатости Ra плоских и цилиндрических измерительных поверхностей штангенциркулей по ГОСТ 2789-93, мкм, не более | 0,32 |
| Параметр шероховатости Ra измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей штангенциркулей | 0,63 |
| Средний срок службы, лет, не менее | 3 |
| Диапазон рабочих температур, °С | +15 до +25 |
| Относительная влажность воздуха, %, не более | 80 |
наносится на титульный лист паспорта типографским методом и на наружную поверхность футляра методом наклейки или лазерной маркировки.
Таблица 9 - Комплектность средств измерений
| Наименование | Обозначение | Количество |
| Штангенциркуль | - | 1 шт. |
| Элемент питания (для штангенциркулей ШЦЦ) | - | 1 шт. |
| Футляр | - | 1 шт. |
| Паспорт | - | 1 экз. |
| Методика поверки | МП 203-64-2017 | 1 экз. |
осуществляется по документу МП 203-64-2017 Штангенциркули ПИТ, ШЦК, ТТТЦЦ. Методика поверки, утвержденному ФГУП «ВНИИМС» 22 сентября 2017 г.
Основные средства поверки:
- меры длины концевые плоскопараллельные 4-го разряда по ГОСТ Р 8.763-2011.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых средств измерений с требуемой точностью.
Знак поверки наносится на свидетельство о поверке.
приведены в эксплуатационном документе.
ГОСТ Р 8.763-2011 ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне от 1 • 10-9 до 50 м и длин волн в диапазоне от 0,2 до 50 мкм.
ТУ 3933-001-05626081-2017 Штангенциркули ТТТЦ, ШЦК, ТТТЦЦ. Технические условия.
| Зарегистрировано поверок | 10402 |
| Поверителей | 159 |
| Актуальность данных | 27.03.2026 |